ApplicationApplication
-

Pouring
Pouring
-

Hardening Treatment
Hardening Treatment
-

Heat Treatment Furnace
Heat Treatment Furnace
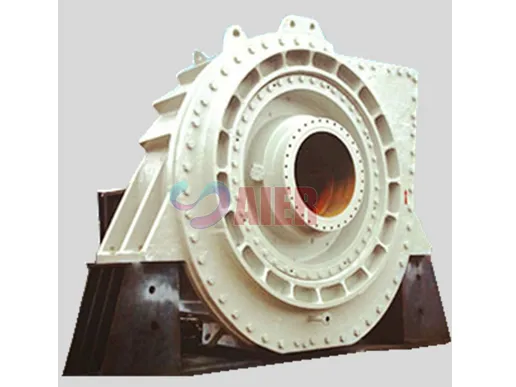
high quality slurry sump pump and spare parts factoryhigh quality slurry sump pump and spare parts factory
The Wholesale Double Casing Slurry Pump An Essential Tool for Mining and Industrial Applications In the realm of industrial and mining operations, the transportation of slurry—a mixture of solids and liquids—is an essential yet challenging task. The type of pump employed for this purpose is crucial to ensure efficiency, reliability, and cost-effectiveness. Among various options available in the market, the wholesale double casing slurry pump has emerged as a favored choice due to its unique design and operational advantages. Understanding Double Casing Slurry Pumps At its core, a double casing slurry pump features two casings an outer and an inner layer. This innovative design serves multiple purposes. The inner casing is typically manufactured from strong, wear-resistant materials that can endure the harsh conditions associated with transporting abrasive and corrosive slurries. Meanwhile, the outer casing provides additional structural support and protection, ensuring that the pump operates under optimal conditions even when faced with challenging materials. The design of double casing pumps allows for better thermal and pressure management. This is especially important in processes where slurries might be subjected to varying temperatures and pressures. By utilizing an outer casing, these pumps maintain stable operating conditions, ultimately prolonging the lifespan of the pump and reducing the frequency of maintenance interventions. Benefits of Wholesale Double Casing Slurry Pumps 1. Enhanced Durability One of the primary advantages of double casing slurry pumps is their exceptional durability. The inner casing’s robust materials resist abrasion, while the outer casing protects against external elements, significantly reducing wear and tear. This results in lower lifecycle costs and decreased downtime for maintenance and repairs. 2. Improved Efficiency Double casing slurry pumps are designed to operate with maximum efficiency. The specific geometry of the pump impeller and diffuser are optimized to handle high solids content, which ensures that flow rates remain consistent even when conveying highly viscous materials. This efficiency translates into reduced energy consumption, making these pumps an eco-friendly choice. wholesale double casing slurry pump 3. Versatility in Applications These pumps are adaptable to a wide range of applications beyond just mining, including construction, dredging, and wastewater treatment. Their large size and capability to handle various types of slurries make them indispensable in industries that regularly deal with challenging materials. 4. Cost-Effectiveness By purchasing double casing slurry pumps wholesale, companies can achieve significant cost savings. Bulk purchases typically come with discounted rates, which can greatly enhance profitability for industrial operations. Additionally, the durability and efficiency of these pumps further reduce costs associated with repairs and energy consumption. 5. Ease of Maintenance Many double casing slurry pumps are designed with user-friendly maintenance features. Quick-access panels, modular designs, and easy-to-replace wear parts allow maintenance teams to perform routine checks and repairs swiftly. This minimizes downtime and maximizes productivity, a critical factor in industries where time is money. The Global Market for Wholesale Double Casing Slurry Pumps As industries across the globe continue to expand, the demand for effective slurry handling solutions is on the rise. The wholesale market for double casing slurry pumps is thriving, driven by advancements in pump technology and growing awareness of their benefits. Manufacturers are continually innovating, introducing new features tailored to specific industrial needs. This dynamic marketplace allows buyers to access state-of-the-art equipment that can meet their operational demands. Conclusion In conclusion, the wholesale double casing slurry pump is a vital resource for industries that require reliable and efficient slurry transportation solutions. Its durable construction, versatility, and cost-effectiveness make it an attractive choice for mining and other industrial applications. As the global demand for these pumps continues to grow, businesses should consider investing in double casing slurry pumps to enhance their operational capabilities and ensure long-term success in a competitive market.